


【正见网2020年06月01日】

2006年5月,“宜兴紫砂陶制作技艺”作为首批“国家级非物质文化遗产”标列在册,紫砂工具在这门技艺中扮演着重要作用,并演绎了一个“由简至繁”、“心到,眼到,手到”的过程。
宜兴紫砂成型工具已经形成了一套独特的、自成体系的工具,其数量大小有几百种,质地有木、竹、铜、铁、钢、牛角、皮革、塑料等各种种类繁多材料。其中竹子所占比重极高,这与宜兴盛产竹子是密不可分的,自古便有“竹的海洋”之誉。竹子质地坚硬,弯曲强度、抗拉力和承重力极强,同时密度大、伸缩小、结构稳定、不易变形,是紫砂工具就地取材的理想原料。
成功的紫砂壶作品需要经过几十道复杂的工序和无数次的精心修整,基本需要用到14种工具,并需依据不同壶型,使用不同的尺寸。据说,当年顾景舟大师做一把掇只壶,就用了二十多道工序,一百二十多件工具。
宜兴有个顺口溜说:“先生开口不要夸,先做掇只和汉瓦,经典面前比一比,功夫真假壶说话”。好的紫砂作品少除了制作者的技艺修为之外,也少不了助其成型的辅助工具。


“大亨掇只壺”,原是清代制壶大师邵大亨为宜兴潘家特制的传家之宝,被称为“光器之祖”“壶中之王”。
壺身長近一尺,高過六寸,壺色渾厚深沉,瑩潤如玉,造型古樸端莊,穩重,氣度不凡,充分體現了邵大亨精妙絶倫的壺藝技術。
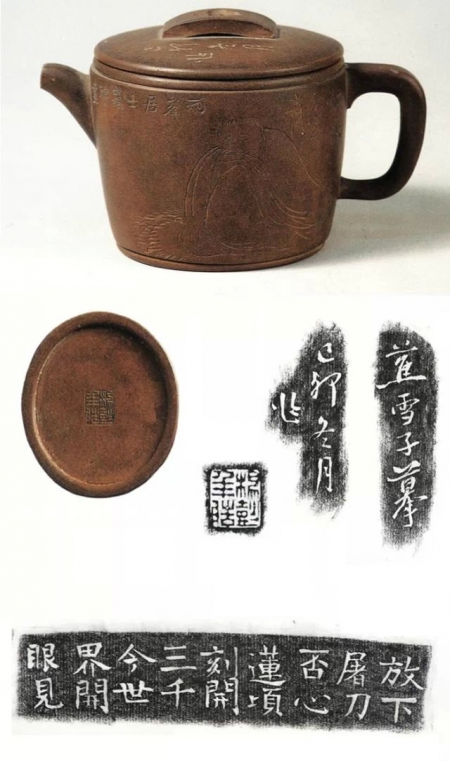
“汉瓦直筒壶”, 清 杨彭年制 金冬心书 罗聘画刻
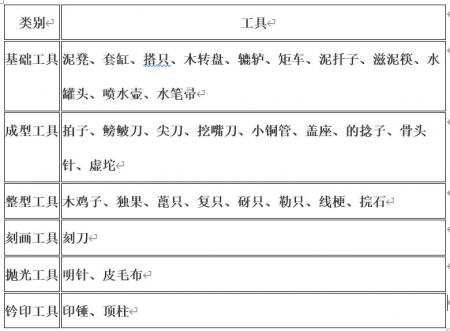
制壶工具通常可以分为基础工具、成型工具、整型工具、刻画工具、抛光工具、钤印工具等几大类:
独特自成体系的工具
【泥凳】:凳形的紫砂制作工作台,通常由硬木制成,古时的两侧凳腿现今多改为了柜体,以方便收纳制作工具。

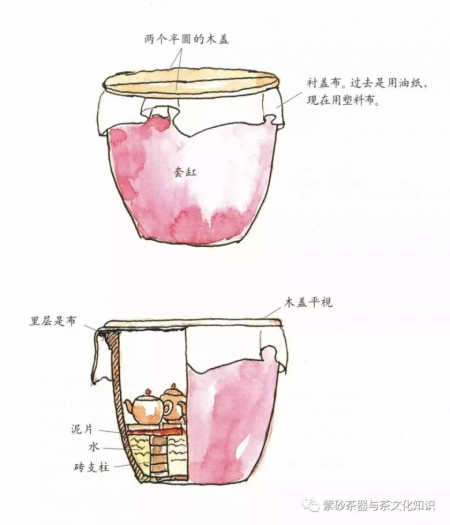
【套缸】:用于放置紫砂坯体半成品的粗陶缸,上面覆薄膜(古用湿布)和缸盖,以保持缸体内的湿度,防止坯体风干,便于后期继续制作。现今多用塑料便携箱代替。
套缸是制作紫砂器必备的辅助器具,缸内存有清水,主要起保湿功能,因为制作一把全手工壶是由一人独立完成,极为复杂的制作工序,少则一两天,多则一两月,作品在未完成前,作者休息时或暂时做不到的附件等,都是放在套缸内的。当全部完成所有制作要求时才不进套缸,叫“出窝”,让坯体自然干燥。
【搭只】:古称“椎”,即一种敲打泥条、泥片的器具。《宜兴瓷壶记》〔一〕“用木重首作椎,椎唯练土”,搭只,从日用陶成型工具演化而来,呈带柄半圆柱体状,搭面中间微凸、四周略低、光洁细腻。通常由硬木制成。最理想是用硬而细腻又有分量的檀木制作。
做壶第一道工序,就是把泥料处理好后开始打泥片、泥条、然后打身筒。把配好的泥条料、底满片料用木搭只打出所需要的厚度、直径底、满片,打泥条、打片子叫“打搭只”,科格要求需规定几搭只,就需打出所需要厚度的片子。打泥条要打出中间与两头,上下需保持一致厚度。因此,搭子的规格等有特殊的要求。尤其“搭面”它不是水平面的,它中间要微微凸起。由于打泥片时,人体倾斜度与用力有一定角度,绝对水平面的搭子反而打不出好泥片。

【木转盘】:古称“月阜”,明末清初周容的《宜兴瓷壶记》:“土稚不耐指,用木作月阜 ,其背虚缘易运代土,左右是意与终始。”。紫砂泥因质地软烂,不宜用指捏,要放在形如半月、背部边缘虚空的基座上操作。木转盘是紫砂器全手工成型的基础工具,要求中间略高于四周、均匀光滑,在打身筒、清盖板、勒大只时,转盘方面比辘轳有明显的优势,一般每人要备大小尺寸两只以上的转盘。木转盘能使制作者拍打壶身时,通过自然惯性旋转使壶身圆正,并在校验坯体的线面完整度上发挥较大的作用。

【辘轳】:木转盘的改良形式,借鉴陶瓷拉坯工具而来。由上下两只圆盘及中间一圆柱组成,里面的轴承可以使盘面自由旋转,相较木转盘稳定性强,容易操控。

【矩车】:正名应为“规车”,是一种裁割紫砂圆片或开口片的基础工具,由矩车柄、规脚、刀片、规脚榫四个部分组成,可自由调节尺寸。质地一般为竹木材质,矩车钉为铁片制成,销钉为竹质或木质。
矩车种类尺寸众多,以掇只壶为例,需要泥条矩车、满矩车、坨只矩车、回矩车等十多种;不同的壶型对矩车的要求又有所不同。
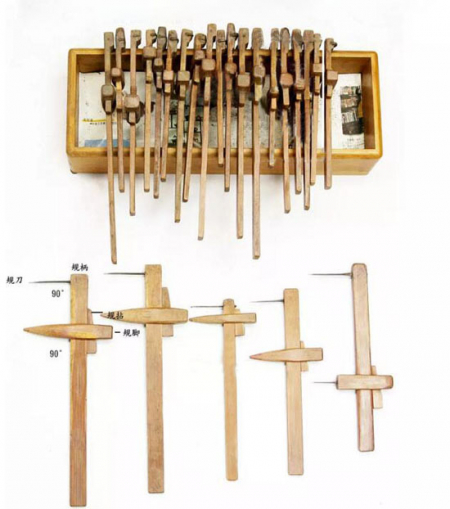
【底矩】:竹片制成的小工上,主要是垫在规脚下面来划圆的,这样可以使泥片中间不留圆孔。

【泥扦子】:从柄到首逐渐变窄变薄的尺状工具,用于抹平拍打后的泥条或起放泥片,通常由竹片或硬木制成。
【脂泥板、脂泥筷】:用来调制脂泥或将脂泥涂抹于紫砂坯件上的长形条棍。

【水罐头】:用于明针保湿的储水容器,多为紫砂制成,中间常见一道隔山,便于干湿分离。

【水笔帚】:用布扎制,沾水湿润后涂抹于坯体防止干燥的保湿工具。现多用毛笔代替。
【喷水壶】:紫砂坯体保湿的容器,底部为一圆柱形储水容器,上部为一水平中空的直管,使用时通过吹动上部的小管喷水,多为紫砂材质。现多为塑料手动喷水壶替代。
朱泥的制作就不能喷水,要一气呵成。如果掌握不当将会产生许多缺陷、爆裂,使制作失败。

【拍子】:用来拍打身筒、拍片子、推墙刮底的木制用具。古称“掌”,“一薄一厚,分听土力”,根据泥料的特性,拍子有大有小,质地以不易变形的硬木为主。拍子是紫砂工艺的基础工具,通常打身筒的拍子起码要有三把,大、中、小各一把。
一般由枣木、红木等材料制作,也有竹制的,根据壶型大小不同而有不同的尺寸。拍子浑厚质朴,平整光滑,厚薄根据需要而定。

【鳑鲏刀】:用来切削紫砂泥条、挖挑坯件的细柄刀具,因刀头形似“鳑鲏鱼”而得名。是紫砂壶成型中使用最多的工具。无论是切削钎挑还是挖刮挟,鳑鲏刀都能胜任,作用多面,大小各异。材质有钢制、木制等。鳑鲏刀以刀面弧度适中、刀头尖中带圆的为佳。

【尖刀】:紫砂成型过程中进行切、削、挑、挖、刮等动作的刀具,通常用来雕琢嘴部、钮部或复滋泥等用途。尖刀长如毛笔,阔如韭叶,一头锋利、一头平正,锋利的一面可以割、剃、剔,平正的一面可以压、抚、推坯体。是镶接、塑型的主要工具。尖刀的种类形制较多,有铁尖刀、竹尖刀、通嘴尖刀、弯尖刀等。
古称“鑐” (鑐,是锁中的簧片,形容很薄的刀片),其形状及作用为“长视笔,阔视薤,次减者二,廉首齐尾,廉用割,用剃,用剔;齐用抑,用趁,用抚,用推,凡接纹深浅,位置高下,齐廉并用,壶事此独勤。”

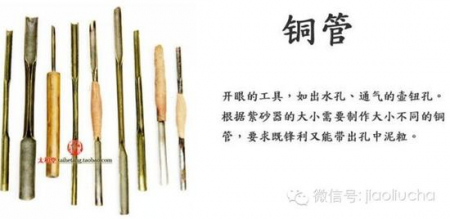
【小铜管】:一种细长的金属管,用于钻凿流根部的出水孔。
【挖嘴刀】:砂壶嘴洞挖制的金属刀具。一端尖直,另一端弯曲如蝎尾。
【盖座】:用于承载盖坯的环状基座,制作盖子时使泥坯不变形。

【的捻子】:壶钮是紫砂壶的重要部件,行话称“的子”或“滴子”,传统纯手工制作壶钮的工具行话叫“点捻子”。
“的子”的制作工具,通常由一根细小的竹剖切而成,长约18公分左右。在制“的子”时,利用小竹管弧度,在一段圆柱形的泥段上,捻出捻出球形的“的子”,小竹管的弧度决定“的子”的形状。点捻子的内部形状,依据盖钮的大小、圆曲锉制,结构分点钮部分与点脚部分。

【骨头针】:制作的捻子时插于泥段中心,起到固定作用的小细棍。
【虚坨】:虚坨俗称“凸型秤”为辅助模具,用于壶凸面的辅助模工具。使用时将泥片置于其上,用手轻拍泥片边缘,泥片因边缘受力中间上凸。一般为石膏、木、紫砂材质。

【瓤只】瓤只俗称“凹型秤”,用于制壶凹面的辅助模具。做壶盖内部和打盖款时的必备工具,中心为凹型,瓤只的深浅大小必须按盖板的弧度、直径来决定。

【木鸡子】:两端平齐的椭圆形木头,因形似鸡蛋而得名,《宜兴瓷壶记》中形容其为“有木如肾,补规万范所困”,用作规整圆口内沿及子口。
紫砂壶制成之后,大多艺人都会打上印章,而烧制的紫砂壶尚未定型,所以盖印章时就需要藉助木鸡子才能顺利完成打章过程。

【独果】:用于规整嘴洞、盖眼的小柱体。《宜兴瓷壶记》形容独果为“钗之股”,形似古代妇女装饰用的钗。根据用途的不同分为平头和尖头两种制式,材质以木、竹为主。

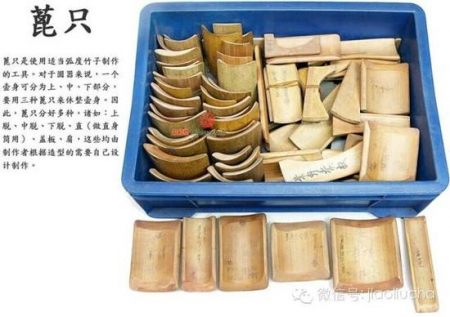
【蓖只】:《宜兴瓷壶记》载:“用竹木如贝,窍其中纳柄,凡转而藏暗者籍是。”用于紫砂壶身坯体轮廓的修整,由自然弧度的竹片制成,常见的有肩蓖只、腹蓖只、盖蓖只等。
蓖只是使用适当弧度竹子制作的工具,对于圆器来说,一个壶身可分为上、中、下部分,要用三种蓖只来休整壶身。因此蓖只分好多种,诸如:上脱、中脱、下脱,直(做直身筒)、盖板、肩,这些均由制作者根据造型的需要自己设计制作。
【复只】:整理、定型脂泥的专用工具,通常在添加壶身肩线和壶盖上复线时使用。

【勒只】:一种修整颈、底、足等与壶身交接转折处的长条状工具,两端根据紫砂造型的需要呈现一定的线条形变换。

【线梗】:修整器物外表装饰线的一种长条形工具,有牛角、金属、竹、塑料等材质,因器物线形和部位的不同,根据不同的线条类型和各人的使用习惯而具多种形态。

【砑只】:雕琢器皿细节的工具。平面微凸,边缘呈一定的小弧度,用来修饰器型细部的转折部分。
【捖石】:是一种转角略带弧度的小方片,一般“用石如碓,为荔核形”,通常用来加工底和盖内部的滋泥填充后的死角,使内壁光洁圆润。用竹、紫砂、塑料凳材质制成,分捖盖石和捖底石两种制式。

【刻刀】:一种紫砂坯面的装饰工具,由刀片和刀管两部分组成,通常用来镌刻名款、书法和字面,增加紫砂器的文化属性。
【明针】:古称“角”,为牛角制成的薄片,其形“阔寸,长倍五,或圭或笏,具前薄后劲,可以服我屈伸,为轻重用”。用于紫砂表面精加工,前粗后细,通过在成型的生坯表面进行刮压,使器物表面光滑规整。根据用途的不同,分为身筒明针、嘴鋬明针、盖头明针等。
紫砂明针以牛角制者为最佳及最普遍。削刮成不同形状不同厚度用于加工光壶身、壶嘴、壶把、壶盖、筋纹等光润细腻的表面。

【皮毛布】:紫砂器皿表面抛光工具,通常采用细软、光洁的软猪皮制作而成,主要用以加工坯件的转折部位及明针触及不到的地方。

【印锤】:锤状工具,用于敲制印款,常用木头或金属等材质制成。
【顶柱】:支撑坯体的柱状工具,用于辅助印款的敲制,通常将制作完毕的紫砂坯体倒置其上,然后通过印锤敲击印章在底部形成印款。由木头或紫砂材质制成。

“明针”功夫最考验紫砂工艺师的水平
一把壶的“精加工”效果好坏,往往就取决于明针的环节,更是紫砂工艺极其重要的特殊的加工手法,所以我们特别提出来。
“明针”是紫砂器生胚的一种表面修饰工艺,通过工具的抹、刮、压,将坯体表面的粗泥粒子,向坯体里挤压,使泥浆浮出,从而形成细腻的表层,让坯体表面光如明鉴。而坯体内部保持紫砂特有的疏松间隙,经过烧制后,则保有一定的双层气孔。
古时紫砂艺人曾用一句话来形容明针的作用和工序特性。“脱手则光能照面,出冶则资比凝铜。”也就是利用明针将生胚修到如述的效果。在此精加工的工序中,胚体的器型结构,将更能严谨,轮廓线条,更加明显。明针工能将泥料、成型、烧成三者结合,使器物烧制后表面形成光洁细腻的结烧层,使各部分吻合度加强。
明针功夫对紫砂壶气韵有以下影响:
一、质感:让紫砂表面更有玉质感。明针处理后紫砂壶表面光洁如玉,成为一种体现产品质感优势的工艺升级。这是明针最主要的功能。
二、形体:对原造型结构进行细微的调整,可增加表现的张力,使器型紧凑,修补生胚的形体不足。尤其对筋囊器,使线条生动流畅的修饰作用。
三、对称:器物流把不同、上下不一,方非一式、圆不一相,是相对动态的对称把握。在最后的工序中,把握相对的平衡中产生气韵。
手艺精湛的紫砂工艺师往往擅用明针精加工修饰,明针工越好,烧成后色相越匀,越容易养,稍加泡养即可温润如玉。
注:
〔一〕清代乾隆年间吴骞的《阳羡名陶录》是中国古代另一部宜兴紫砂专着。该书分上、下两卷,包括自序、原始、选材、本艺、家渊、丛谈、文翰,共五部分。其自序称暨阳周伯高氏,尝着《茗壶系》,述之颇详,兹复稍加增润,为《阳羡名陶录》”。因此,该书更为详尽地介绍了明代以来39位制壶名家的生平和艺术面貌。有关紫砂器的选材和制作,也作了相应介绍。对周高起《阳羡名壶系》有所补充和注释。该书在丛谈和文翰中,收录了不少文人学者对宜兴紫砂器的记载和有关诗词文陚,为今人研究紫砂壶保留了珍贵的资料。如周容的《宜兴瓷壶记》、吴梅鼎的《阳羡茗壶赋》、高士奇的《宜壶歌答陈其年检讨》等文章和诗词,以及一些地方志和文人笔记中有关宜兴壶的记载,均被收入该书之中。
(网路图片)
(待续)