


【正见网2020年04月23日】

蜀山古南街,亦称蜀山旧街,是明清时期宜兴陶瓷的主要集散商埠,也是紫砂文化的发源地。
要做一把好紫砂壶,不光是制壶成型,还要数次烧制、整口、刻字、贴花、……,每个环节都需要专业人士的参与,加上销售商贩的聚集,如此便形成了产业链。2000年之前,紫砂制壶人口聚集在蜀山、赵庄、西望这几个丁蜀镇的村落,随着紫砂行业的兴起,制壶的艺人已经分布到了宜兴的大小乡镇了。
在丁蜀镇,紫砂是绝对的主题,几乎所有商店都和紫砂有关。每座看起来不起眼的低矮平房都可能是一个家庭作坊,一家三口就能组成一个小流水线,专门生产紫砂壶坯。


位于宜兴丁蜀城区东北部的古南街,保存完好的老街长千米,紫砂店铺林立。
据2017年报导,在宜兴丁蜀镇20多万人口中,有10多万人在紫砂产业链上,紫砂制作者4万多人,产业配套人员6万多人,紫砂专业合作社67个、紫砂企业400多家、紫砂家庭作坊12000多家,年产值超百亿元(人民币)。
最能体现紫砂工艺师的匠人匠心的全手工紫砂壶,制做一把需要耗费几天的时间,采用半手工法,如果器型简单的一天可以做出2-3把。在市场上,全手工壶和半手工壶的价格差异颇大不说,年超百亿的产值,如此的生产速度如何能创造出来呢?这就是紫砂产业最吊诡的地方。
于是“灌浆”、“机车”、“滚压”、“手拉”、这些非传统的速成工艺就出现了。但这对于传统的紫砂行业却是自断后路,看似人们拥有紫砂的门槛变低,却让千年传统工艺的光芒蒙上阴影。
(一)如何形成年超百亿的产值
一个制壶艺人以做全手工壶的正常工序来说,依不同器型的难易度,2-7天能做出一把;但如果使用灌浆方法,熟手一天能出品300-500把。手拉坯壶一天可以拉200-300把。近10年由其他省的外来人口进驻丁蜀镇以及周边村落,来自浙江、江西的做手拉坯壶的居多,苏北、安徽省的多半做机车制壶,现今在宜兴做各式各样紫砂壶的人口达20几万人。
据保守估计,现今丁蜀镇做壶紫砂的消耗量日均15至20吨,而黄龙山出矿紫砂存量与市场所销售量根本对不上帐,所以就是大量的外山料、外地料或是紫玉金砂(18)所说明的化工料泥混充使用。这已经是行业里公开的秘密,但是没人愿意也没有勇气承认。
如果产量大了人工费被稀释,算到每把壶上就几块钱,煤气窑烧壶一把也是几块钱,几乎可以忽略不计。如此一来制壶的主要成本就剩下最主要的泥料了。便宜紫砂壶自然是用低档料了,一把壶的泥料成本也就几块钱,这样整体算来,一把壶的成本也就几十块钱,所以用非传统手工制壶,使用便宜的其他泥料,便宜伪紫砂壶是能存在的。

低价伪紫砂壶充斥市场
别以为你不会买到这种壶,单独几把放在高档货架上,一般不易分辨的
(二)正统紫砂器制作工艺
正统紫砂器的制作工艺,已列入中国国家非物质文化遗产予以保护的制作方式只有:全手工“拍身筒成型法”、“镶身筒成型”和半手工“模具成型”这三种,其他都不属于传统紫砂文化的范畴。而紫砂壶的制作,一直是传承古法,因此无法大批量的生产。
【全手工】
应称为全手工拍打成型(拍身筒、镶身筒);全手工制壶代表一种传统技艺的传承和发扬。全手工成型主要在于用眼和手去“准型”,壶的各个部分分别以手工做出,再靠制壶艺人的经验和审美能力来把它们分别整形,最后以手工粘接成一个整体。表现更多的是艺德和艺心,一般不会有100%完全相同的两把壶。
【半手工】
把壶的各个部分分别先用手工做出雏形,然后把其放入预制的模具中挡坯成型的壶。藉助石膏模具成型去“准型”,用模具挡在雏形坯体外整壶身形状,最后再用手工粘接成一个整体。体现更多的是“规矩”,可能会更加周正。
(三)伪紫砂壶的成形工法
1.【灌浆壶】
“注浆成型法”,原是在瓷器生产中广泛采用的一种制坯工艺,1958年“大跃进”时期为提高生产效率,当时,高永君与汪寅仙以紫砂泥用注浆法试验没有成功。因紫砂的泥料颗粒大,吸附性不够,因此无法注浆成型。70年代,徐秀棠与吕尧臣两人再次研发,在泥浆中加入水玻璃(一),终于试验成功。但是紫砂的鳞片状分子结构,决定了紫砂料注浆形成的壶坯表面有一层浮泥,很难加工修整,并失去了紫砂壶其特有的透气性。
在当时,顾景舟大师是公开反对这一技术的,他认为紫砂壶的做工、气韵、传承都在手工上,而灌浆的紫砂壶,失去这样的魅力。又由于国营紫砂厂出品的灌浆壶很多都被退货,这一技术在研究成功后没多久,便被宣布停用了。
采用的泥料
第一种就是陶土加金属氧化物加水玻璃,这样的泥料在灌浆、拉胚工艺中常见,稳定且便宜。
第二种用的是浙江或者安徽方面出产的外地料,同时需要加高岭土或冲浆来保证紫砂泥料的柔韧性。
第三种是用外山、外地冲浆料。
灌浆壶的最重要的技术难点在于外山紫砂泥、高岭土、水玻璃的配比以及石蜡的添加比例,为了既降低含水率,又增加流动性,要在用于注浆成型的高岭土泥浆中,加入硫酸钠和水玻璃溶液“解胶”。而且需要把比重控制在1.7-1.9左右。且须添加石蜡则是为了能更快更顺利的脱模。
因不是采用紫砂泥制作,所以也不具备紫砂的特性,烧成后呈色虽然像紫砂,但是几乎没有透气性和吸水性,和普通玻璃没有区别,壶的断面也呈现玻璃相。失去了紫砂的双层透气孔特性,也就没有紫砂壶储香透气的优良特点,茶汤亦容易变馊。

将泥浆加热、加石蜡,灌注入石膏模型中

成型后喷涂一层料浆,稍作修饰即成
工法步骤:
首先把泥料和水玻璃〔一〕放在球磨机里面打制打48个小时,成为200目左右、几乎无颗粒极细的泥浆。然后将泥浆加热、加石蜡,灌注入石膏模型中。冷却后将石膏模脱开,便有了壶坯,镶接上壶流、壶把后,脱蜡,即成无透气性的坯体再修坯,成型后喷涂一层料浆,稍作修饰即成。只能称作泥壶,毫无工艺可言,更不具有艺术价值。
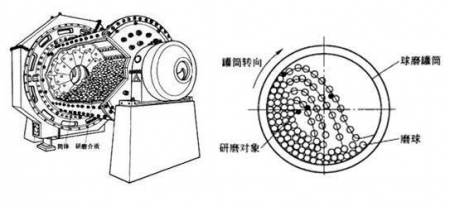
第一步配料,先把泥料放置在球磨机中研磨48小时,将泥料研磨成200目左右的泥浆,方便注浆


因泥目细,手感较紫砂壶要细腻光滑,硬度高,撞击声音尖锐清脆。壶身内部很光滑,没有手工的刮痕,也没有拉胚壶的圈纹。
2.【机器壶】
“一代机车壶”
机车壶的前身也是宜兴紫砂工艺厂与灌浆壶进行了同步研发的。并且命名为“轱辘车车刀成型法”,因为泥性和机器的原因研制了几年并没有成功。
直到1964年,成功引进了机械轱辘车,对泥性也进行了某种程度的改造而研制成功。主要用来生产大路货,紫砂花盆、锅、罐等紫砂器。壶体用轱辘车生产,壶盖用钢模压制,再交由工人制作“壶流、把、纽”的后续,效率提升了10倍以上,但相对生产的质量也低,两三年后就废弃了这种生产方式。
陶瓷厂用来生产日用陶器砂的属于工业生产体系,紫砂壶的生产体系属于手工业生产体系,始终是两种不同的生产体系。大约2010年左右,有人看中了其中的共通点,对机器进行了改制,同时对泥料特性也进行了添加改造,第一代机车壶由此成型,壶身壶盖都是机车成型,其技术更加成熟。
机车壶,它颠覆了传统紫砂壶泥片成型法,做出来的壶,既没有传统的手工属性又没有艺术美感,只能称是一种工业壶。此法只能在光素圆器上适用,无法生产花塑器、提梁器、筋纹器、方器〔二〕。此法成型的壶壁一般较厚,壶身略显笨重。
作为跑量的机车壶,靠的是以量取胜,产量直追灌浆壶。使得在泥料成本控制上要求也非常严格,通常都是采用劣质泥料,或以陶土加色素调配的泥料。其原理就是利用石膏模具作为框架,放入伪紫砂泥,启动模型高速旋转,放下金属车刀,挤压泥料成型。

第一代机车机
工法步骤:
1、将模具套在机车上。
2、将泥团放入模具中
3、车刀准备工作,给车刀抹上润滑油,以防沾泥料,然后装在轴承上(车刀俗称搪球)。
4、开动机器,粘了油的搪球在电机的带动下,一边高速旋转,一边慢慢伸到模具内。
5、搪球在模具里面转一圈出来,身筒就成了,这个过程非常快,不到两分钟。
6、待机器停止后,取下模具,成型胚脱出。
7、身筒做好后,由专人装嘴、装把,以及细节处的修整。机器打磨抛光,增加其亮度。
“二代滚压壶”

第二代机车机
二代机车,也称为“滚压”壶,其特点就在于是用滚压头代替了车刀,其生产流程大致与一代机车壶类似。
“滚压机”配有一个高速旋转的转头、一副外模、一块扔在模具中的泥料。机器开动,转头压入外模,转头利用离心力均匀的把泥料打在外模上,整个过程不超过10秒,身筒即可成型。
身筒成型后,再由人工接嘴接把、简单了坯。滚压机制作出来的壶因为有完美的离心力,又因泥料不似真正的紫砂具有天然的收缩性,使得线杠、内壁、子口也同样完美无暇,整体过于规整,相当的死板,缺少灵气。

泥料不似真紫砂具天然的收缩性,机车制壶完美无暇。
市场上售卖机车壶的商家犹如过江之鲫,但是不会有任何一个商家会说自己售卖的是机车壶。相反,都在强调自己的是半手壶,纯手工,欺骗广大消费者。
3.【手拉坯】

以手拉胚制作壶盖

所谓手拉胚壶就是:电动拉坯机械操作,把泥料放在辘轳圆盘上,利用惯性离心力,用手拉出一个壶型来。拉出来后切下,放置晾干,再配壶嘴、壶把(都是灌浆制作),装成一把茶壶,放置晾干后再喷浆,经过烧制就可以成为手拉胚茶壶。

手拉胚壶壶内有明显圈纹容易辨别
手拉坯壶需要稀泥才能拉起泥坯,稀泥烧成后泥门相对来说很紧,壶底和壶身接缝处需用稀泥接缝,手拉坯成型法,熟练者一天可以拉200~300个,制壶速度是相当快的,虽可制壶,但泥料绝对不是紫砂〔三〕,成型后外表也要喷浆。
4.【冲浆】
为什么要使用冲浆泥料制壶?一言以蔽之便是追求“省事省力省成本”的产物。
冲浆使用的“浆”:将矿料直接投入球浆机,按比例加水后开机搅拌,矿料就会碾磨成目数在120目以上的细小颗粒,颗粒悬浮水即为“浆”。

(a)、节约时间成本:相比于传统制作过程,商家可以在较短的时间内,使用较少的人力生产更多的冲浆泥。
(b)、节约金钱成本:
(1)矿料成本降低:冲浆泥料使用的紫砂泥料多为杂质较多廉价泥料,有的甚至是正常矿料挑选后废弃的,违背职业道德、唯利是图的人会拿来利用。与通过挑选、去杂才可用作炼泥的紫砂矿料相比,成本肯定是天壤之别。练泥人都会尽量使人相信自己的泥料是家传唯一的,矿料真才是紫砂壶的根本,所以会尽可能掩盖使用冲浆的事实。

网路商家广告
(2)制壶成品率提高:有些泥料泥性很重,不易成型,冲入由黏性较大的矿种加工制作的浆,改变泥性,就可使制作难度降低。冲浆泥料增加了泥料的粘性,使得制壶过程成坯更加容易,烧壶开裂的可能性降到最低,从而提高了制壶的成品率。
(3)改善品相和色泽:冲浆泥可以改善成品壶的品相和色泽,泥浆细了,壶的整体光泽感就会提高。色彩,是紫砂壶美学语言之一。颜色好看的壶相对就好卖。但紫砂本色的种类和效果毕竟局限于矿料,真紫砂矿的色彩相对有限,而冲浆,就能极大化地丰富紫砂作品的色彩种类、改善成品呈色效果。
冲浆工艺制作的壶是急功近利的产物,它已经失去了紫砂应有本质特征,虽然品相很讨喜,而对于仅凭“眼力”购买的消费者而言,这种壶无疑最容易蒙混过关卖出高价的。它根本养不出包浆效果,且因泥浆在高温作用下,已经接近瓷的密度,改变了紫砂应有双气孔特征,不利泡茶,与瓷器已无太大区别。
(四)“泥料决定工艺” 现今也不再是定律
行文至此,千思万缕的思绪一涌而上......。
一方面是对于本系列介绍的真正黄龙山紫砂泥料以及传承正统工法的紫砂壶,会失传吗?
大批量全面攻占全球华人市场的化工伪紫砂,这是无法回头的趋势吗?
另一方面,对于消费者而言:花更少的钱,买到一把看起来更漂亮的壶,降低拥有紫砂的入门槛,到底是一件好事?抑或是坏事?
虽然大家都知道“一分价钱一分货!”、“好工用好料!”在现今的现实下也不完全适用了,紫砂壶的讲究的确很深,多数人看不懂紫砂泥料的真假?是否为传统正统工艺?实际上的情况是花高价也不一定买到真壶。
在之前的文章中虽已详述,甚至导正刻意在网路释出的“资讯扭曲”了。但在实际交流中,对于此议题有兴趣已经看过文章的读者,因为没有真正看过、拿过、使用过、喝过本山料的紫砂壶,尽管手中有一堆壶,还是无法辨别。
开篇文章中说过,台湾在20世纪70至90年代期间大量收购宜兴紫砂产品,对保存中华传统一部份紫砂文化做过贡献,有“紫砂壶的第二故乡”的美名。但是,现今也沦为假紫砂壶的重灾区。曾遇到在台湾开了几十年的老茶庄,也分不清近代的化工泥料、外山、外地料,朋友在此以高价买到了假泥料壶,更不说社交媒体上的拍卖直播了。
目前中共病毒(COVID-19)中共将疫情“出口”到全世界,至2020年4月20日为止,疫情已扩散至全球193个国家及地区,造成中国以外的国家逾16万人死亡,确诊超过242万例。中共外销劣质医疗物资到多个国家,接连出现退货潮。这种人命关天的事情,在中共“无神论”、“假恶斗”体制下的商人是如此对待生命,前几篇说到的紫砂制品制定国家规范的事例,说白了,也只是聊备一格罢了。
笔者以有限的文笔,凭着一股兴趣热诚和使命感,尽力详实地归纳说明,对初入门者可能稍嫌沈重。知识,可以尽量表达出来,但是图片取得有困难,没有办法有属于自己拍的照片配合说明,只能由网路筛选取得。毕竟全世界唯有宜兴丁蜀镇,约莫500平方米面积的矿区出产黄龙山紫砂矿料,并已在2005年封闭矿区禁止开采,传统正统工艺也是在此地发扬与傳承,到不了该地拍照,这一点甚为遗憾,也请读者见谅。
注:
〔一〕水玻璃:矽酸钠与二氧化矽的混合物,在建筑行业中普遍用做黏合剂和补漏剂,掺入玻璃水才能产生流动性,使紫砂壶失去了应有的透气性。
〔二〕2020年起,机器经过再度改良,可以生产方器壶型了。
〔三〕手拉胚成型一定要加一定量的高岭土或其他陶土,否则一拉就断,不属于紫砂成型工艺。
ps:本文图片来自网路
(待续)